How Thermal Stress Impacts Die Casting Dies and Components


Thermal stress in die casting changes the die and the part made. High casting pressure and quick temperature changes cause cracks on the surface. They also cause size mistakes and rough surfaces. Computer models show that higher demolding temperatures bend parts more. This makes temperature control very important for good quality. Studies show that heating and cooling above 300 °C many times causes heat checking. Heat checking makes tiny cracks and makes the die wear out faster.
Controlling thermal stress helps dies last longer and keeps products the same in every die casting job.
Key Takeaways
Thermal stress happens when dies and parts get hot and cold fast. This can cause cracks, bending, and surface problems. Good cooling channel design and checking dies often help lower thermal stress. These steps also help dies last longer. Using strong materials like Dievar and TOOLOX44 helps stop heat damage. This makes dies last longer too. Controlling temperature and cooling well lowers defects. It also makes die cast parts better. Finding cracks and surface problems early with inspections stops expensive repairs. It also keeps production running smoothly.
Impacts
Die Casting Dies
Thermal stress can make dies wear out faster. When dies heat up and cool down quickly, they change shape unevenly. This can cause cracks, bending, and rough spots on the die. Over time, these problems make the die weaker.
Studies show that thermal fatigue is the main reason dies break. If dies go through many hot and cold cycles, small cracks start to appear. These cracks usually begin where there are small mistakes from making the die. As the cracks get bigger, the die is more likely to break early.
Checking and fixing dies often helps find damage early. Fixing problems right away can help dies last longer and stop long breaks in work.
How cooling channels are made and cared for is very important. Computer tests show that spiral cooling channels lower stress and help remove heat better. This design stops vapor from forming and slows down crack growth. The table below shows important numbers about how thermal stress affects die casting:
Impact Metric | Statistical Figure | Explanation |
|---|---|---|
Porosity reduction with conformal cooling channels | Using special cooling channels made by 3D printing cuts down on shrinkage holes, making parts stronger and better. | |
Energy consumption increase due to limescale buildup | 12.5% increase | A 2 mm layer of limescale inside cooling channels makes it harder for heat to move, so more energy is needed to keep things cool. |
Thermal stress and deformation | Quantified via numerical simulations | Different shapes of cooling channels change how heat and stress spread, which affects cracks and how long dies last. Spiral shapes lower stress and vapor, making dies last longer. |
These numbers show that good cooling channel design and care can cut down on problems, help dies last longer, and save money.
Components
Thermal stress also changes how well die cast parts work. If parts cool at different speeds, they get stress inside. This can make them bend, crack, or have other problems. Because of this, the finished part might not be the right size or strong enough.
Tests on aluminum alloys used in cylinder heads show that thermal stress and staying hot for a long time make parts wear out faster. If parts get hot and cold over and over, cracks form sooner. Staying at the hottest point for a while makes stress go away faster and cracks grow quicker. This means the part will not last as long.
Die cast parts that get as hot as 300 °C in engines get damaged faster. Turning engines on and off makes this worse. Computer models help guess how these stresses change how long parts last. Makers use this to pick better materials and control the process, so there are fewer problems.
Thermal Stress in Die Casting
Causes
Thermal stress in die casting happens for a few main reasons. Every time hot metal goes in and out of the die, it heats and cools very fast. This makes the die’s temperature change quickly. The die surface gets hot when it touches the metal, then cools down fast when the metal hardens and the die opens. This keeps happening again and again, so the die grows and shrinks many times.
The middle of the die gets much hotter than the edges.
Heating and cooling over and over makes the die’s temperature uneven.
Changing things like how fast metal is poured or how quickly the die cools can make these problems worse.
New studies show that how fast the die cools and how much the temperature changes affects how crystals form. Big temperature changes help new crystals start by making the area where they can grow smaller. The grains inside the parts get bigger from the edge to the center, with the biggest ones in the middle. This happens because heat moves differently through the die and the part. Computer models that use die preheating and thermal cycling can guess these changes and help people make better choices for the process.
If you control heating and cooling carefully, you can lower thermal stress and make both dies and parts better.
Mechanisms
The main reason for thermal stress is that the die does not heat or cool evenly. Some parts get hot or cold faster than others, so they grow or shrink more. This makes forces inside the die that can cause cracks or bending.
Thermomechanical loading is also important. When the die goes through many cycles, the heat and pressure make small spaces form between the die and the hardening metal. Tests and computer models show these spaces start as soon as the metal gets hard. The size of these spaces depends on how much pressure there is and how hot it is. Models that use pressure and temperature together are more like real life than ones that use only temperature.
Computer tests at different scales show that thermomechanical loading makes stress build up in certain spots inside the die and the part. This causes bending and damage, especially when it happens over and over. If the stress is not steady, cracks can grow faster and the die and parts will not last as long.
Knowing how these things work helps engineers make better dies and pick the best settings to lower thermal stress and help dies last longer.
Problems
Cracking
Cracking is a big problem in die casting. Dies get cracks when they heat and cool many times. These cracks start where the die is under the most strain. Over time, small cracks get bigger and deeper. This can cause the die to break.
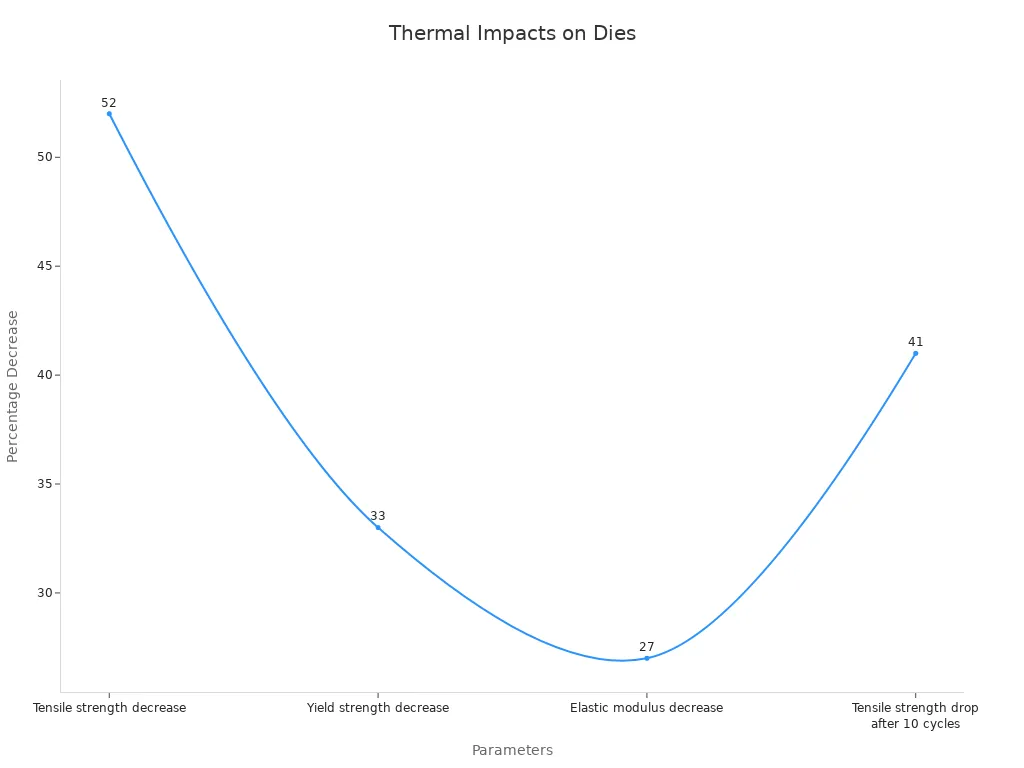
Industry tests show thermal fatigue makes dies weaker. After 60 cycles, tensile strength drops by 52%. Yield strength goes down by 33%. Elastic modulus falls by 27%. Even after 10 cycles, tensile strength drops from 107 MPa to 63 MPa. That is a 41% decrease. The table below shows these changes:
Parameter / Observation | Numerical Impact / Value | Description / Context |
|---|---|---|
Tensile strength decrease | 52% decrease after 60 thermal cycles | Mechanical strength loss due to thermal fatigue on grey cast iron molds. |
Yield strength decrease | 33% decrease after 60 thermal cycles | Yield strength drops with repeated thermal loading. |
Elastic modulus decrease | 27% decrease after 60 thermal cycles | Material stiffness loss from thermal cycling. |
Tensile strength drop after 10 cycles | From 107 MPa to 63 MPa (approx. 41% drop) | Early cycles cause rapid strength loss. |
Stress causing crack initiation | 82 MPa near bottom edge of ingot mold | High tensile stress triggers cracks in critical die locations. |
Crack development stages | Microcrack initiation, oxide separation, microcrack propagation, macrocrack formation | Progressive damage leads to die failure. |
Technical studies measure how cracks grow in dies. They look at crack length, strain, stress, and number of cycles. More cycles make cracks grow faster, especially when it is hotter. Models can guess how cracks will spread and when the die will break. This helps engineers fix or replace dies before they fail.
Cracking makes dies wear out faster and causes more defects in parts.
Heat Checking
Heat checking is a common way dies fail. It looks like a web of tiny cracks on the die surface. These cracks form because the die heats and cools over and over. Each cycle puts stress on the surface and starts new cracks.
Industry data says heat checking is the main reason dies fail. Tool steels like AISI H13, Dievar, and TOOLOX44 are tested for this. Harder steels slow down crack growth and help dies last longer. But heat treatment cannot stop cracks from starting. Microscopes show heat checking starts at the surface and spreads deeper with each cycle.
Evidence Aspect | Description |
|---|---|
Prevalence of Heat Checking | Main cause of die-casting mold failure due to thermal fatigue cracking from cyclic loads. |
Cause of Failure | Cyclic heating and cooling start fine surface cracks that grow over time. |
Material Studied | Tool steels such as AISI H13, Dievar, and TOOLOX44 tested for resistance. |
Correlation to Die Life | Higher hardness slows crack growth, extending die life. |
Microstructural Analysis | Microscopy confirms crack formation and growth linked to heat checking. |
Impact of Material Properties | Toughness and hardness are key to resisting heat checking and improving die longevity. |
Surface Treatment Effects | Coatings can delay crack growth by affecting micro-crack propagation. |
Non-destructive tests like thermographic analysis find heat checking early. These tests show that temperature changes and uneven heating help start cracks. Heat checking makes dies wear out faster and causes more defects in parts.
New steels like Dievar and TOOLOX44 resist heat checking better.
Dievar is tough and strong when hot, so it gets fewer cracks.
TOOLOX44 is prehardened and controls heat checking well.
Different heat treatments change die life, but TOOLOX44 gives steady results.
Heat checking means more die repairs and higher costs.
Surface Defects
Thermal stress often causes surface defects in die cast parts. These defects are cracks, rough spots, and warping. If the die or part cools unevenly, stress builds up on the surface. This stress can pull the metal apart or bend it, making flaws you can see.
Studies of aluminum alloys show defect size follows a pattern. Some alloys have average defect sizes of 109 μm. Others have defects as big as 424 μm. How bad the defects are depends on the process and thermal stress. Residual stress on surfaces ranges from -64 MPa to -153 MPa. These stresses make parts weaker and more likely to break.
Defect Type | Mean Size (μm) | Residual Stress (MPa) | Impact on Performance |
|---|---|---|---|
Small surface crack | 109 | -64 | Reduces fatigue strength |
Large surface flaw | 424 | -153 | Increases risk of early failure |
Surface defects can also come from hot shortness in aluminum. This happens when metal gets brittle at high temperatures. Parts may crack or break as they cool. These defects lower product quality and raise scrap and costs.
Surface defects from thermal stress can cause complaints and lost sales.
Identification & Prevention

Inspection Methods
Quality teams use different ways to find thermal stress early. They do visual checks and special tests that do not damage the parts. Inspectors look for cracks, bending, or other problems after every cycle. There is a rule to treat parts with aging to lower stress. Teams follow these steps:
Check all die castings before aging.
Age the parts for 15 to 20 days and write down the time on each one.
After aging, check some parts for cracks or bending.
Use batch numbers and reports to keep track of each part.
For small parts, test at least 2,000 samples. For big parts, test at least 800.
These steps help teams find problems early and stop failures. Checking parts often and using aging treatment lowers defects and helps dies last longer.
Cooling & Process Control
Good cooling is very important for stopping thermal stress. Teams use new cooling ideas like phase change materials and special flow channels. The table below shows how these ideas help:
Cooling Solution | Improvement | Outcome |
|---|---|---|
Phase Change Materials | Reduced degradation | |
Hybrid Cooling Systems | 20% better thermal management | Fewer hotspots |
Gas Diffusion Layer Optimization | 30% less temperature variation | More uniform cooling |
Flow Channel Design Optimization | 20–40% higher heat transfer | Enhanced cooling efficiency |
Thermoelectric Cooling | Stable stack temperature at 70 °C | Effective heat management |
Teams must not use bad cooling, or there will be more defects. Problems like blocked channels or weak coolant flow cause uneven heat. Even cooling stops stress from building up. By changing how they cool and using the best ways, makers get fewer cracks and better parts. Good cooling means fewer problems and longer tool life.
Material & Design
Picking the right material and mold design helps fight thermal stress. Maraging steel works better than H13 tool steel. It lowers stress and makes dies last longer. Engineers use computer models to see how moving cooling channels closer to the surface can stop cracks. Tests show both shape and material matter for how long dies last.
Teams compare alloys like 356 and 413 to pick the best one. Alloy 413 gets fewer tiny cracks than 356, so there are fewer problems. Changing where channels go and using better cooling also helps remove heat. Heat treatment makes dies stronger and lowers stress. By picking good materials and changing how they work, makers get fewer defects and dies last longer.
Tip: Always check mold design and cooling choices to stop bad cooling and get the best die casting results.
Managing thermal stress well is very important in die casting. The table below shows how keeping the right temperature, using coatings, and better cooling help dies last longer and make better parts. Checking dies often and following good steps keeps quality high and stops expensive problems.
Factor / Parameter | Impact on Die Life and Product Quality |
|---|---|
Elevated Die Operating Temperature | Makes dies last longer by lowering thermal fatigue damage |
Die Surface Temperature Measurement | Helps guess and control when dies get tired |
Die Coatings | Makes dies tougher and keeps the surface nice |
Cooling Methods | Makes parts better by changing their inside structure and hardness |
Injection Pressure and Temperature | Makes castings stronger and lowers the number of mistakes |
FAQ
What is thermal stress in die casting?
Thermal stress happens when the die or part heats up and cools down quickly. This causes the material to expand and shrink unevenly. The stress can lead to cracks or other damage.
How can engineers spot early signs of thermal stress?
Engineers look for small cracks, warping, or rough spots during inspections. They use visual checks and special tests like thermography to find hidden damage before it gets worse.
Why do cooling channels matter in die casting dies?
Cooling channels help control the die’s temperature. Good channel design removes heat evenly. This lowers thermal stress and helps the die last longer.
Which materials resist thermal stress best?
Material | Resistance Level | Notes |
|---|---|---|
Dievar Steel | High | Tough and strong when hot |
TOOLOX44 | High | Prehardened, steady results |
H13 Tool Steel | Moderate | Common but less resistant |
Can thermal stress affect the final product quality?
Thermal stress can cause cracks, warping, or rough surfaces on parts. These defects lower strength and may lead to early failure. Quality checks help catch these problems early.
See Also
Key Elements That Determine Die Cast Mold Expenses
Exploring The Mechanics Behind Aluminum Extrusion And Die Casting
Ways Electroplating Enhances The Strength Of Diecast Items
Advantages Of Using CAE Analysis For Die Casting Designs
Essential Procedures For Testing Die Casting Molds Pre-Production
About Hunan Puka

Established in 2016 and based in Hunan, China, with a liaison point in Berlin, we are a Tier 2 supplier for the automobile industry. We specialize in the production of customized aluminum die-casting parts designed for machines with a closing force ranging from 280 to 1250 tons, with subsequent manufacturing process CNC machining and surface treatment. Our commitment to quality is reflected in our accredited quality management system, certified by ISO9001:2015 and IATF16949:2016 standards.
