What Is the Difference Between Hot Tearing and Cold Cracking in Metals

Hot tearing and cold cracking are not the same. They happen at different times and temperatures. Hot cracks like hot tearing form when metal cools and hardens at high heat. Cold cracks happen after the metal cools down to room temperature. Both problems come from stress as the metal shrinks. But they start during different cooling times. Knowing the difference helps metalworkers choose the right design and controls. This careful checking stops casting problems and other costly mistakes in welding and casting.
Hot Tearing

What Is Hot Tearing
Hot tearing is a kind of hot crack. It forms when metal is turning from liquid to solid. This happens in the mushy zone. The mushy zone is where metal is part solid and part liquid. Hot tearing starts when the metal cannot handle shrinking stress. The cracks usually follow the grain boundaries. These cracks have smooth surfaces. Hot tearing is a big problem in casting. It can make products useless. The cracks form when the solid parts cannot move enough to stop stress. This problem happens a lot in casting. It can lower how many good products are made. Hot tearing is also called solidification cracking or hot cracking.
When Hot Cracks Occur
Hot cracks like hot tearing show up at the end of solidification. The temperature is just above the solidus point. This is when the metal is almost all solid. For example, in aluminum alloys, hot tearing happens between 636°C and 653°C. The solidus temperature is about 630°C. The cracks start when most of the metal is solid. This is usually between 0.71 and 0.99 solid fraction. At this time, the last bit of liquid cannot fill the gaps from shrinking. So, hot tearing and solidification cracks appear.
Alloy | Solidification Stage | Solid Fraction Range | Temperature Info |
|---|---|---|---|
Dendrite solidification | ~0.81–0.82 | Not explicitly given | |
AZ91D Magnesium | Eutectic solidification | ~0.99 | Not explicitly given |
AA1050 Aluminum | Final solidification | 0.71–0.99 | 636–653°C |
Causes of Hot Tearing
Many things can cause hot tearing and other hot cracks. These include:
Alloy composition: Some elements like copper, titanium, and zirconium can make hot tearing worse.
Grain size: Small grains can raise the risk of hot cracks. They make it harder for liquid metal to flow.
Poor feeding: If liquid metal cannot reach shrinking spots, cracks will form.
Mold and melt temperature: High or uneven heat can cause more hot tearing.
Casting shrinkage: When metal cools and shrinks, it creates stress. This stress leads to cracks.
Mold design: Sharp corners and thick parts can trap stress. This can cause both inside and outside cracks.
Hot tearing is more likely if the metal cannot move or if the mold holds it too tight. The cracks can spread along grain boundaries or go through grains. Porosity and brittle spots in the metal can also make hot tearing worse.
Hot Tearing Characteristics
Hot tearing has clear signs under a microscope. The cracks usually run along grain boundaries. This is called intergranular cracking. The crack surfaces look smooth. This is because the cracks form when the metal is still part liquid. Hot tearing often shows up in areas with columnar or equiaxed grains. It does not happen much in fine-grained areas. The mushy zone, where cracks start, cannot stretch much. Gaps at grain boundaries and little movement in the mushy zone make cracks more likely. Hot tearing can cause cracks inside the casting or on the surface.
Preventing Hot Tearing
Metalworkers can do many things to stop hot tearing and lower hot cracks:
Change the alloy mix to help feeding and lower cracking risk.
Use grain refiners and modifiers to change grain structure and lower hot cracks.
Raise mold temperature to help metal flow and lower stress.
Change casting steps, like cooling rate and mold design, to control shrinking and avoid cracks.
Avoid sharp corners and keep wall thickness even to lower stress.
Use simulation tools to find hot spots and improve cooling and gating.
Watch mold temperature with thermocouples and change cooling water as needed.
Slower cooling can help lower hot tearing by reducing heat differences and strain. Changing the alloy, like adding yttrium or controlling iron, can also help. Alloys like Al-Si have the lowest hot tearing risk. They let liquid metal feed better during solidification. By doing these things, metalworkers can lower the number of cracks inside and outside caused by hot tearing.
Cold Cracking

What Are Cold Cracks
Cold cracks are a weld problem that happens after the metal cools below 200°C. These cracks do not show up right away. They can appear hours or days after welding is done. Cold cracks often form in the weld metal or the heat-affected zone. They are most common in high-strength steels. Hydrogen embrittlement is a big reason for cold cracks. When hydrogen gets into the metal during welding, it makes the metal brittle. Brittle metal cannot handle stress well, so cold cracks can form.
When Cold Cracks Occur
Cold cracks form after the weld turns solid. They show up during cooling or soon after, when the metal cools to around 300–200°C or lower. This time is important because hard martensitic structures can form, and hydrogen can build up in the metal. Leftover stress from welding makes the problem worse. Sometimes, cold cracks can even happen during post-weld heat treatment, but this does not happen often. Most cold cracks appear soon after welding, not while welding is happening.
Causes of Cold Cracking
Many things can cause cold cracks:
Metallurgical factors:
Fine grain size and hard zones make cracks more likely.
Leftover tensile stress and martensite raise the risk.
Deformation-induced martensite and ferrite-pearlite phases also matter.
Environmental factors:
Hydrogen in the weld area helps cause hydrogen-induced cracking.
Chloride ions and corrosive places, like H2S, make cracks worse.
Cold deformation can change how the metal resists cracking.
Cold Cracking Characteristics
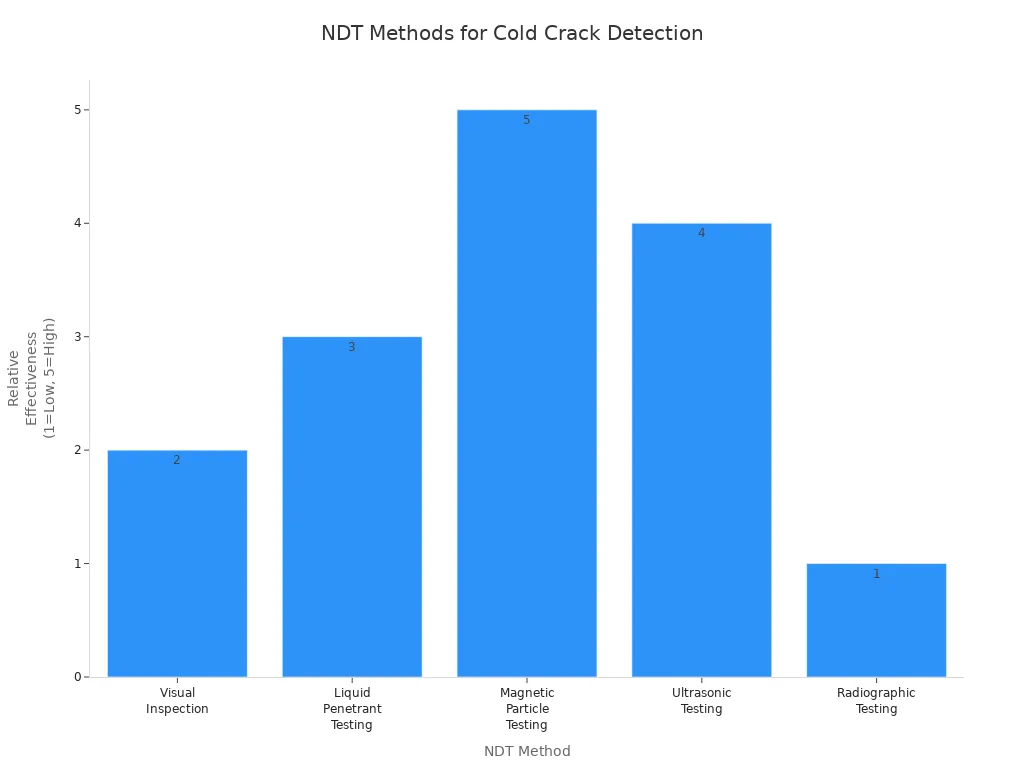
Cold cracks have special features. They often form in the weld metal or heat-affected zone, especially in steels. These cracks may not be easy to see on the surface. Special tests like ultrasonic or magnetic particle testing help find them. Cold cracks form at low temperatures, after the weld cools down. They are linked to hydrogen, leftover stress, and hard martensitic microstructures. The table below shows how cold cracks compare to other weld defects:
Characteristic | Cold Cracks | Other Weld Defects |
|---|---|---|
Formation Temperature | Below ~200°C | High temperatures |
Time of Appearance | Hours or days after welding | Immediately during cooling |
Typical Location | Weld metal, heat-affected zone | Varies |
Visual Detectability | Often hidden, need special tests | Often visible |
Structural Causes | Hydrogen, residual stress, martensite | Shrinkage, grain boundary melting |
Microstructural Changes | Martensitic transformations | Solidification defects |
Prevention Methods | Preheating, post-weld heat treatment | Alloy selection, cooling control |
Preventing Cold Cracks
Metalworkers can stop cold cracks by using different methods:
Preheat the base metal before welding to slow cooling and let hydrogen out.
Use low-hydrogen electrodes and keep the welding area dry.
Control welding settings like voltage and speed to lower stress.
Use post-weld heat treatment to remove leftover stress and hydrogen.
Pick filler metals that match the base metal’s strength and toughness.
Check welds with non-destructive tests like magnetic particle or ultrasonic testing.
Tip: Preheating and post-weld heat treatment work very well for thick or high-strength steels. These steps help lower the chance of inside cracks and delayed cold cracks.
Hot Tearing and Cold Cracking Compared
Key Differences
Hot tearing and cold cracking are big problems in metalworking. Both make cracks in metal, but they do not happen at the same time. Hot tearing happens when the metal is still very hot. This is during or right after the metal starts to harden. Cold cracking happens after the metal cools down. Sometimes, cold cracks show up hours or days later.
Hot tearing starts at high heat, above the solidification point. The metal is not fully solid yet. Shrinking, bad feeding, and impurities cause these cracks. Hot tearing usually follows grain boundaries. These cracks are intergranular. The crack surface looks rough and dull, not shiny. You can often see hot tearing on the outside, especially at corners or thick spots.
Cold cracks form when the metal is much cooler. This is after the metal is already solid. Cold cracks often show up after welding or heat treatment. Hydrogen, martensite, and leftover stress cause cold cracks. These cracks can go through grains or along grain boundaries. The surface of cold cracks is smooth and shiny. Sometimes, there are small extra cracks. Cold cracks can be straight or look like stars. Some are so tiny that only special tests can find them.
Note: Both hot tearing and cold cracking make metal weaker. But you need different ways to stop them. Hot tearing needs control during solidification. Cold cracking needs control of stress and hydrogen after solidification.
To stop hot tearing, workers control how the metal hardens. They can change the alloy, make grains smaller, and slow down cooling. Better mold designs also help lower stress. To stop cold cracks, workers try to lower hydrogen and stress. Preheating, using special electrodes, and heat treatment after welding all help.
Comparison Table
The table below shows the main ways hot tearing and cold cracking are different:
Aspect | Hot Tearing (Hot Cracks) | Cold Cracking |
|---|---|---|
Temperature Range | Happens at high heat while metal is hardening | Happens at low heat after metal is solid |
Timing | Starts during or right after metal hardens | Starts after cooling, sometimes hours or days later |
Mechanism | Cracks along grain boundaries from shrinking, bad feeding, impurities | Brittle cracks from hydrogen, martensite, and stress |
Causes | Shrinking, impurities, uneven cooling, tight molds | Leftover stress, hydrogen, martensite, corrosion |
Appearance | Rough, uneven, dull cracks; wide outside, narrow inside; often at corners | Smooth, shiny cracks; straight or star-shaped; often at welds or heated areas |
Location | On the surface or inside, often where metal hardens last or at thick spots | Usually in welds or heated zones, sometimes inside |
Visibility | Outside cracks are easy to see; inside cracks need a closer look | Big cracks can be seen; tiny cracks need special tests |
Prevention | Control cooling, make grains smaller, better mold design, fewer impurities, preheat | Preheat, use special electrodes, heat treat after welding, control welding settings |
Prevention Strategies at a Glance
Hot tearing prevention:
Control how fast metal hardens and grain size
Pick the right filler metal and mold shape
Change welding and casting steps
Preheat to make heat spread out better
Use heat treatment to lower stress
Cold cracking prevention:
Lower leftover stress and hydrogen
Preheat to slow cooling and lower hydrogen
Use special electrodes and good filler metals
Control welding heat
Use heat treatment after welding
Tip: Hot tearing and cold cracking both make cracks, but need different fixes. Metalworkers should always check for both to keep metal parts strong.
Metalworkers deal with different problems from hot tearing and cold cracking. Hot tearing shows up right after the metal hardens at high heat. Cold cracking can happen much later, even days after, when it is cooler. The table below explains why knowing the difference is important during checks:
Defect Type | Identification Timing | Practical Implications for Metalworkers during Inspections |
|---|---|---|
Hot Cracking | Immediately after cooling | Workers must find cracks fast to change filler metal or joint shape. |
Cold Cracking | Hours or days after welding | Workers need to look for late cracks to stop problems from hydrogen. |
Finding and stopping these cracks keeps metal parts strong for a long time. Workers should watch what goes into weld metal, control hydrogen, and pick the right filler metal to keep cracks away. Training, getting certificates, and practicing help metalworkers get better and make sure metal parts last many years.
FAQ
What is the main difference between hot tearing and cold cracking?
Hot tearing happens when metal is still hot and solidifying. Cold cracking appears after the metal cools down. Each defect forms at a different time and temperature.
Can hot tearing and cold cracking happen in the same metal part?
Yes, both defects can occur in the same part. Hot tearing usually forms during casting or welding. Cold cracking may appear later, especially in high-strength steels.
How can someone spot hot tearing or cold cracking?
Hot tearing often shows up as visible cracks near corners or thick spots. Cold cracks may stay hidden inside the metal. Special tests like ultrasonic or magnetic particle testing help find cold cracks.
Which metals are most at risk for these defects?
Defect Type | Metals Most at Risk |
|---|---|
Hot Tearing | Aluminum, magnesium alloys |
Cold Cracking | High-strength steels |
Some alloys are more likely to crack. Workers should always check the metal type before starting a project.
See Also
Effects Of Thermal Stress On Die Casting Tools And Parts
A Comparison Between Vacuum And Thermomechanical Heat Treatments
Exploring Various Methods Of Heat Treatment Techniques Explained
An Overview Of Non-Destructive Testing Techniques And Uses
Material Comparison For Robotics Parts: Steel Titanium Aluminum
About Hunan Puka

Established in 2016 and based in Hunan, China, with a liaison point in Berlin, we are a Tier 2 supplier for the automobile industry. We specialize in the production of customized aluminum die-casting parts designed for machines with a closing force ranging from 280 to 1250 tons, with subsequent manufacturing process CNC machining and surface treatment. Our commitment to quality is reflected in our accredited quality management system, certified by ISO9001:2015 and IATF16949:2016 standards.
